Tools
used in blanking, punching and trimming operations consist of a punch
and die. The terms “punch” and “die” often are misinterpreted, primarily
because they have double meanings.
For example, a complete stamping tool often is referred to as a
“die,” and the individual that built it, a “die-maker.” The die is
comprised of two main halves: the upper die, often referred to as the
punch; and the lower die, often referred to as the die. This is pretty
clear until you consider that “punch” may also refer to one or more male
forming or piercing components, which may be mounted to either the
upper punch shoe or the lower die shoe. Now when the die gets mounted to
the punch and the punch is mounted to the die it can become very
confusing.
Another source of confusion is the terminology we use for cutting
operations. What is the difference between piercing and punching,
trimming and parting, or slitting and shearing? Does any clear
definition exist?
Definitions for these various cutting operations are compiled here from a number of sources, but mainly: Modern Industrial Die Design by E.A. Nowolinski (1947), Techniques of Pressworking Sheet Metal, D.F. Eary and E.A. Reed (1974), Automotive Sheet Metal Stamping and Formability (AISI Report AU-89) by S.P. Keeler (1989) and Advanced High Strength Steel Guidelines,
AISI Committee on Automotive Applications (2003). Why these materials?
All of them can be considered significant works of their time and they
use cutting terminology consistently in the following manner:
Shearing is performed by a cutting blade acting upon
a workpiece placed between a stationary lower cutting blade and a
movable upper blade. To be classified as a shearing operation, the
cutting action must be along a straight line.
Slitting is the cutting of lengths of sheetmetal
into narrower lengths by use of one or more pairs of circular knives.
Spacers on the slitter arbors maintain the proper blade location for the
desired width. The cutting up of a wide coil (master coil) into two or
more narrower coils is called slitting.
 |
| Piercing Operation |
Blanking
involves cutting actions to produce a complete or enclosed shape. The
blank is the piece retained for further processing. The shape may be
composed of any combination of straight and curved line segments.
Developed or contoured blanks used in drawing and forming operations
oftentimes are generated by blanking operations. In blanking operations,
offal or skeleton webs are produced. These materials often are cut up
into smaller pieces and discarded as scrap.
Perforating (Punching) is generally used to describe
all die-cut holes, regardless of their size or shape. In Techniques in
Pressworking Sheet Metal, Eary and Reed differentiate between punching
and piercing by emphasizing the fact that a slug is produced in punching
operations but not in piercing work.
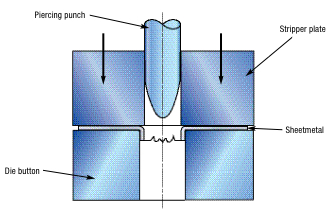
Piercing often is used interchangeably with punching
and perforating operations. However, piercing operations are frequently
(but not always) defined as “forming a hole in sheetmetal with a
pointed punch with no metal fallout (slug).” The illustration depicts a
piercing operation fitting this description.
Lancing makes an opening without completely
separating the cut piece from the body of the metal sheet, such as for
louvers. Lancing frequently is combined with bending to form tabs. No
slug or scrap is produced in lancing operations.
Trimming removes unwanted material from the finished
part that was required for some previous stamping operation such as
drawing or stretch forming. Trimming is frequently performed on the
earing zone on the top of a deep-drawn cup in order to produce a round
flange. Trimming operations produce discarded offal or scrap.
Parting operations are used to separate two
stampings that were formed together (usually to make two parts at one
time or to balance the draw operation of a nonsymmetrical part). Parting
also is an operation that involves two cutoff operations to produce
contoured blanks from strip. Scrap is produced in the parting operation.
Shaving is performed on a cut edge to square it up.
In general practice, five percent of the thickness of the blank is
allowed for shaving.
Fineblanking is a specialized process often employed if the blank
edge has an important function to perform or when square edges and no
die-roll are prescribed.
This article was written by Peter Ulintz (me) and published in MetalForming magazine June 2008 (https://www.metalformingmagazine.com/magazine/article/?/2008/6/1/Cutting_Terminology). Appropriate credit should be given
ReplyDelete